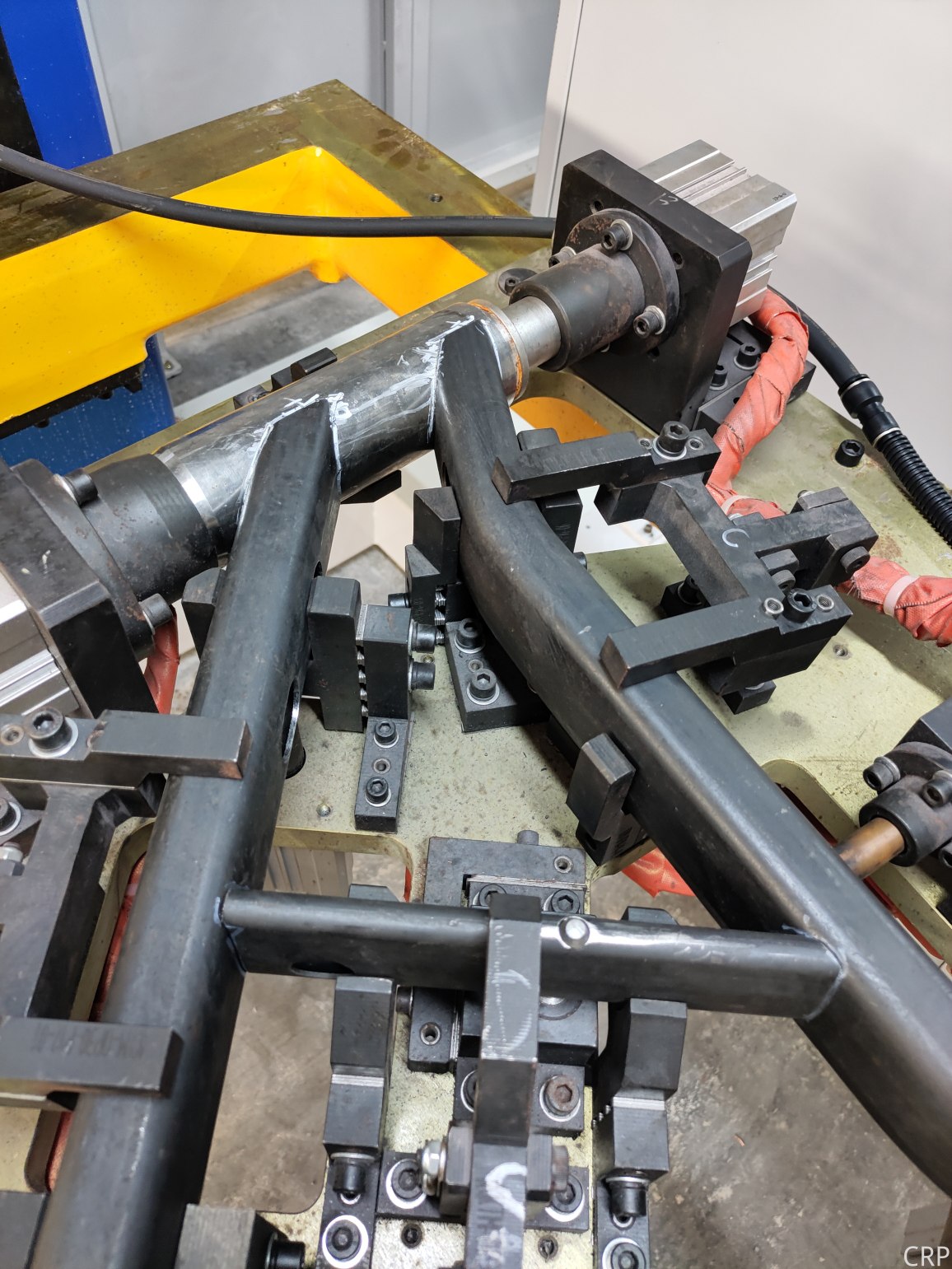
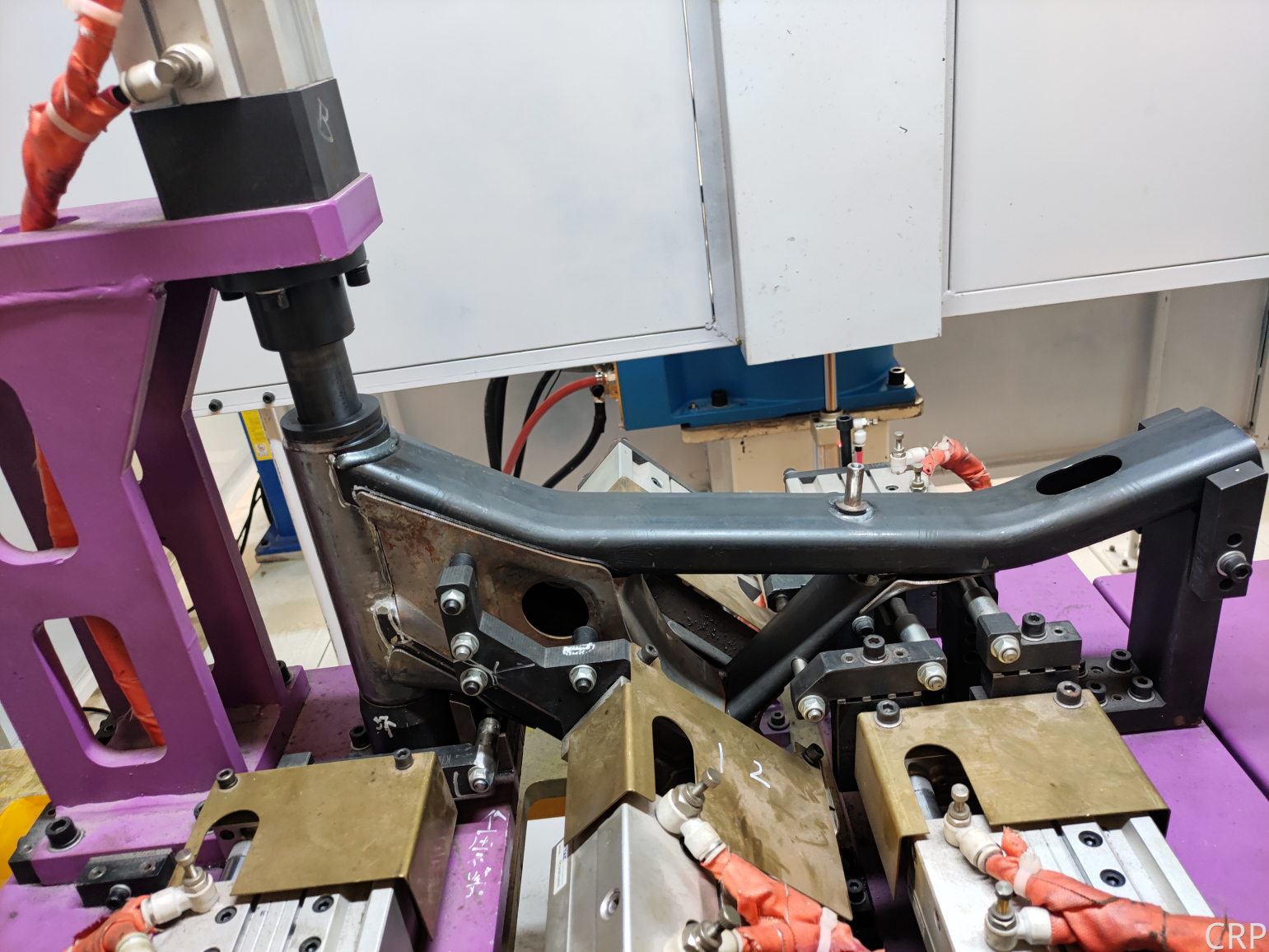
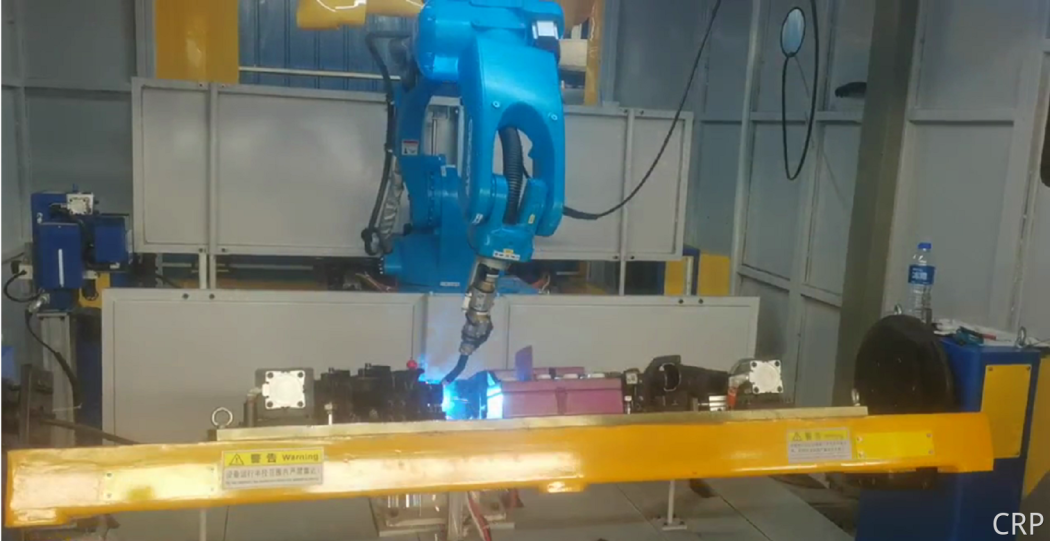
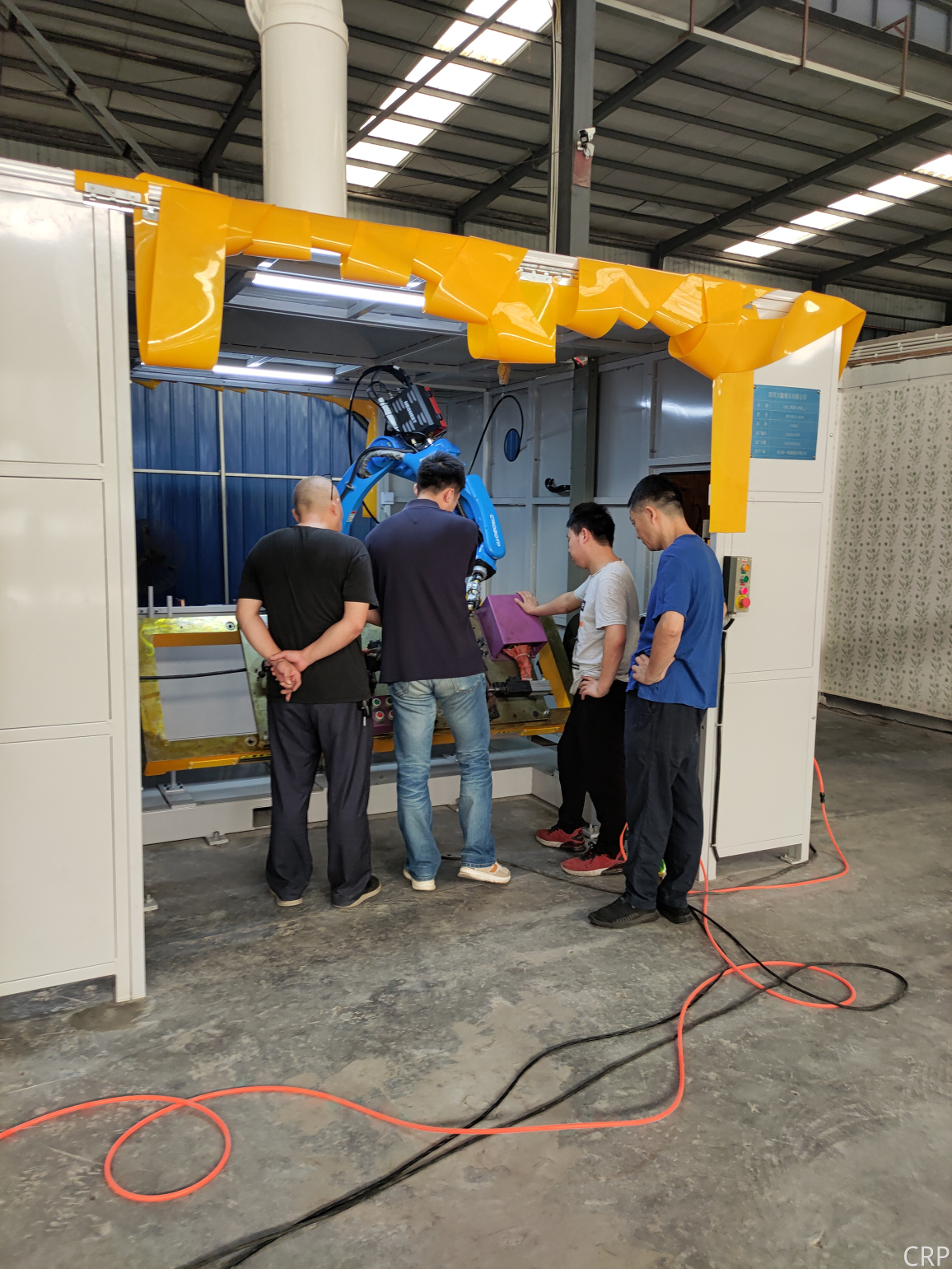
вЛЁЂЙЄМўаХЯЂЗжЯэ1-1ЃЉВњЦЗЭМЦЌ1-2ЃЉГхбЙМєАхЛњзщ1-3ЃЉРфЭфЁэГЩаЭЛњзщ1-4ЃЉГЕМмГЩаЭ1-5ЃЉХчЦсзщзАЖўЁЂЯюФПЩшЁўБИЗжЯэ2-1ЃЉЛњЦїШЫЯЕЭГ2-2ЃЉКИНгЩшБИ2-3ЃЉЯжГЁЛЗОГШ§ЁЂКИНгЙЄвеЁМЗжЯэ3-1ЃЉКИНгВЮЪ§3-2ЃЉКИНгЪгЦЕЫФЁЂЯюФПзмНс1-1ВњЦЗЭМЦЌЩНбєnеЈзмЦјЗЇПТJaМаНє3МаНє2ДђПЊПЊ2ЙЅЮкФъ2МаНє2МаНє3МаНє1змЦјЗЇДђПЊ1ДђПЊ2ДђПЊ3LAKIKOP3жНЮїGВњBЛюГіНмЙЋЫО:GаЧЬьШЗ-ЬьРэМЏЩЬгаЯоЛсСПДЫВњ eЦЗЮЊФІЭаГЕМмСуВПМўЃЌЙВЗжЮЊ8ађСуВПМўКИНгЃЌДг1ађЕН8ађЖМЕУАДЫГађРДЃЌКИНгСЫ1ађВњЦЗВХФмКИ2ађВњЦЗЁЃКИНгЙЄвевЊЧѓВЛНівЊГЩаЭУРЙлЃЌЛЙВЛФмгаШЮКЮКИНгШБЯнЃЌЩЯУцЕФЭМЁљЦЌвВПДЕНСЫЃЌЙЄзАВПЗжЈБШНЯИДдгЁЃ1-2ГхбЙМєАхЛњзщШЫЙЄМєАхЃЌЕНГхбЙЧјЃЌЯТЁбСЯОЋЖШВЛБъзМЮѓВюдк2mmзѓгвЁЃ1-3РфЭфГЩаЭЛњзщШЫЙЄВйзїЖЈЮЛелЭфЃЌЛсга2mmзѓгвЕФЮѓВюЁЃ1-4ЃЉГЕМмГЩаЭ1-5ЃЉХчЦсзщзАУћ1ЪЎ1ЯюФПЩшБИЗжЯэ(CRP-RH14-10-WКИНгЛњЦїШЫЃЌ Artsen Plus 350DКИЛњ ЃЌПеРфШе№ЉЁтКИЧЙ)2-1ВЛаЗЯуMEOMEETGROBOTжавЛЮяжгУПЬЈЛњЦїШЫДј2ЭтВПжсЃЌвВОЭЪЧУПЬЈЛњІЦЁЁЦїШЫДј2ађЃЌвЛЬЈЧхЧЙЦїЉIЁЁЁОЁЃЯжГЁЛЗОГЛЗОГПэГЈВЛЖёСгЃЌВМОжЧхЮњЁ№ЭГвЛЁЃЯжГЁЁНХрбЕжИЕМBL6ИјЯжГЁШЫдБНВНтСЫМђЕЅВйзїКЭКИНгЙЄвеКЭзЂвтЪТЁшЯюЁЃ1КИНгЙЄвеЗжЯэ3-1ЃЉКИНгВЮЪ§ЃЌЯжГЁЪЙгУЛьКЯЦјЃЌ1.0КИЫПЁЃooooocOAIarmOPowerЖРЧйжЙПьНнЩчЗўЯТЕчЬЈЮФМўВйзїПЊЦєзгЭХЙмРэЦЗЗРеГЫПЕчЗРеГЁшЪЫЕчбЙЗРПнРМЪБМфЁіЬсОнжаСїЪеЧПЕчбЙЪеЕчЛАЪеРёC1ВКаЏЕчбЙЪжЖЏЭЃ2110:06:47ЮТађЯрЕч130.000130.0000.0004.0004.0000.0000.1000.000ЪОНЬФЃЪНЪ§ЩшжУЦ№ЙТЬсЧАЪБМфms@ГщЫПГЄЖШmmаЕms16666661HUm10000ЫйЖШ05%ЙЄОпЦ№ЛњЪБМфЦ№ЙТЕчбЙГЊНгЭъГЩЛиГщЛЊЙІДѓЕчЕСгУNotesЮФМўЁюДђПЊГЩЙІ?5КХЗЩааЦ№Ъ§145.0005.0000.0000.000Щч.000дЦаазМБИгУЛЇ0АйвЋАьзж12-2110.0745змаа178ЙЄвеЕБЧА1FLCB8E8H8вЛИі+вЛ1+ШеЙЬQУЫШШ0жБ2165588551.07428вЛИіађЙЄгУЕН3зщКИНгЙЄвеЃЌУПИіађЕФЙЄМўЕФКИЗьЖМгаСЂКИЗьКЭдВЛЁКЭЦНКИЃЌЪЙгУЕН3зщВЛЁњЭЌЕФКИНгЙЄвеЁЃ3-3КИНгЪгЦЕb7451ce56609e797c22ca30ed174fa7e.mp4(24.9 MB)ЫФЯюФПЁсзмНсДЫПЭЛЇЯжГЁЮЊаТЛњТфЕиЃЌКЯзїЛяАщЪЧЁљаТКЯзїЛяАщЃЌЖдЛњЁјЦїШЫВйзїКЭКИНгЙЄвеВЛЪьЯЄЃЌПЈХЕЦеММЪѕШЫдБШЅЯжГЁажњЁЃгЩгкЯжГЁЙЄзАЙ§гкЁКИДдгЃЌЙЄМўЁПзАЩЯКѓЖЈЮЛВЛЮШЖЈЃЌашвЊШЫЙЄЧУДђЙЬЖЈЃЌЙЄзАВЛГЩЪьЃЌЕїЪдЙ§ГЬжаЗЂЯжКмЖрКИЗьЈКИЧЙЖМЯТВЛШЅЃЌЖМБЛЙЄзАЕВзЁСЫЃЌетЪБОЭашЁгвЊДђФЅЛњЃЌИјЕВзЁЕФВПЗжОЁСПФЅЕєЁЃгЩгкЙЄМўКИЗьИДдгЃЌвВЪЙгУЕНСЫЁѕЭтВПжсаЭЌЃЌКИНгЁгЙЄвевЊЧѓвВБШНЯИпЃЌЙЄМўЪ§СПвВгаЯоЃЌгаЪБКђЙЄЂйМўвВЛсгаЕФЦЋВюЃЌЫљвдЕїЪдЁѕЁЁжмЦкБШНЯТўГЄЁЃОЙ§2жмЕФЕїЪдЃЌзюжеГЩЦЗФмШУПЭЛЇТњвтЃЌЕЋЪЧгавЛИіЄзЮЪЬтЃЌвђЮЊЯжГЁЖМЪЧАДее1-8ађЫГађРДЕФЃЌШчЙћгаИіађЕФЛњЦїШЫЁЛЗЂЩњЕФФГаЉЙЪеЯЃЌвЛЪБМфХЊВЛКУЕФЛАЁјЃЌЛсЕМжТКѓУцЕФађУЛгаЙЄМўКИНгЃЌжБНгЬБЛОЃЌгАЯьЩњВњЃЌДЫЧщПіЃР вВИњПЭЛЇЫЕЙ§ЃЌаТЕФЗНАИЛЙдкЯыЃЌБЯОЙЫћУЧетБиаыЕУАДЫГађРДКИНгЃЌЧвжЛга5ЬЈЛњЦїЃЌзюЖрвВОЭУПЬЈЛњЦїДјЈ2ВЛЭЌЕФађЁЃИјГіЬсвщЃКУПСНИіЛњЦїЈШЫКИ2ЕРађЃЌетбљШчЙћЦфжавЛЬЈГіСЫЮЪЬтЭЃЯТСЫЛЙгаСэЭтвЛЬЈЙЄІюзїЃЌЕЋЪЧашвЊЖрМгМИИіЛњЦїЁЦШЫЃЌПЭЛЇашвЊПМТЧЁЃ