


ГЕЯсАхТСКИЕїЪдАИР§ЗжЯэ
ТСГЕЯфАхЕїЪдМЧТМ
ЯжГЁжївЊЩњВњДѓЛѕГЕЕФГЕЯфАхЃЌГЕЯфАхЕФЫФжмБпПђгЩШЫЙЄЯТСЯЃЌЦфЫћАхВФЪЧжБНгВЩЙКЕФБъзМАхВФгЩШЫЙЄЦДзАдкЯТКУЁдСЯЕФЫФжмБпПђФкЃЌвђЮЊЪЧШЫЙЄЦДзАЖЈЛсДцдкЮѓВюЃЈЦДзАЗьЯЖдк0.1~0.3ЃЉЃЌЫљвдашвЊМгзАМЄЙтИњзйРДНУе§ЮЛжУЁЃетДЮжївЊШЮЮёЪЧЖдБъABBЛњЦїШЫ+ИЃФсЫЙКИЛњ+ШќШйМЄЙтИњзй(СНЬЈ)ЃЌЦфКИНгГЩаЭЁЂГЩЦЗТЪЁЂаЇТЪВЛФмБШABBВюЕФЬЋУїЯдЧввЊДяЕНПЭЛЇЫљЬсЕФвЊЧѓЁЃ
 вЛЁЂЯжГЁХфжУЃКCRP20-06ЛњЦїШЫ+ТхГлКИЛњ+ДДЯыМЄЙт+7жсЃЈ13УзЃЉ+8жсЃЈ2.5УзЃЉ
вЛЁЂЯжГЁХфжУЃКCRP20-06ЛњЦїШЫ+ТхГлКИЛњ+ДДЯыМЄЙт+7жсЃЈ13УзЃЉ+8жсЃЈ2.5УзЃЉ
CRP20-06ЛњЦїШЫ+ТхГлКИЛњ+ДДЯыМЄЙт+ЭтВПжс
ЖўЁЂПЭЛЇРДСЯЃКжЛгаГЕЯфАхЕФЫФжмБпПђЪЧШЫЙЄгУАыздЖЏЧаИюЛњЧаСЯЃЌЦфЫќОљЮЊБъзМАхВФдйгЩШЫЙЄзщзАЁЃ
 БпПђШЫЙЄЯТСЯ
БпПђШЫЙЄЯТСЯ

РДСЯБъзМаЭВФ
РДСЯБъзМаЭВФ

ШЫЙЄЦДНг

КИНгВњЦЗДѓаЁАхЃЈ1ЃЉ

КИНгВњЦЗЈЭтЙАЃЈ2ЃЉ

КИНгВњЦЗФкЙАЃЈ3ЃЉ
ДѓаЁАхЙЄвеЕїЪд ЃККЭПЭЛЇЙЕЭЈКИНгЕФВњЦЗаЇТЪвЊПь30ЙЋЗжЕФКИЁѕЗьвЊдк15sФкЭъГЩЃЌФЧУДКИНгЫйЖШжСЩйвЊдк20mm/sВХФмДяЕНвЊЧѓЁЃЖјЧвКИЗьИпЖШВЛФмГЌЙ§1.5mmЃЌПэЖШВЛЁѕЁЁФмГЌЙ§7mmЁЃЕїЪдКУКѓЭЈЙ§КѓЦкЙлВьгЩгкКИНгЫйЖШКмПьЫљвдЖдЙЄМўБэУцЕФЧхНрЖШМАЗьЯЖЦДНгШнШЬЖШвЊЧѓЯрЖдНЯИпЃЌвзГіЯжКИНгВЛЮШЖЈЕШЯжЯѓЁЃЮЊБЃжЄЮШЖЈОіЖЈНЋКИНгЫйЖШНЕЕН15mm/sЃЌШЛКѓШЅABBФЧБпЦўСЫЯТЪБМфвВЪЧ15mm/sЃЌИњЫќБЃГжвЛжТМДПЩЃЌОКѓЦкДѓСПЩњВњжЛвЊМЄЙтЮШЖЈОЭВЛЛсГіЯжЮЪЬтЁЃ

 е§ГЃКИНгГЩаЭЃЈ20mm/sЃЉ
е§ГЃКИНгГЩаЭЃЈ20mm/sЃЉ
ЗЧе§ГЃКИНгГЩаЭ(20mm/s)

НЕЫйКѓ15mm/sГЩаЭ

ABBКИНгГЩаЭ

ABBХфжУЃЈИЃФсЫЙ+ШќШйЃЉ
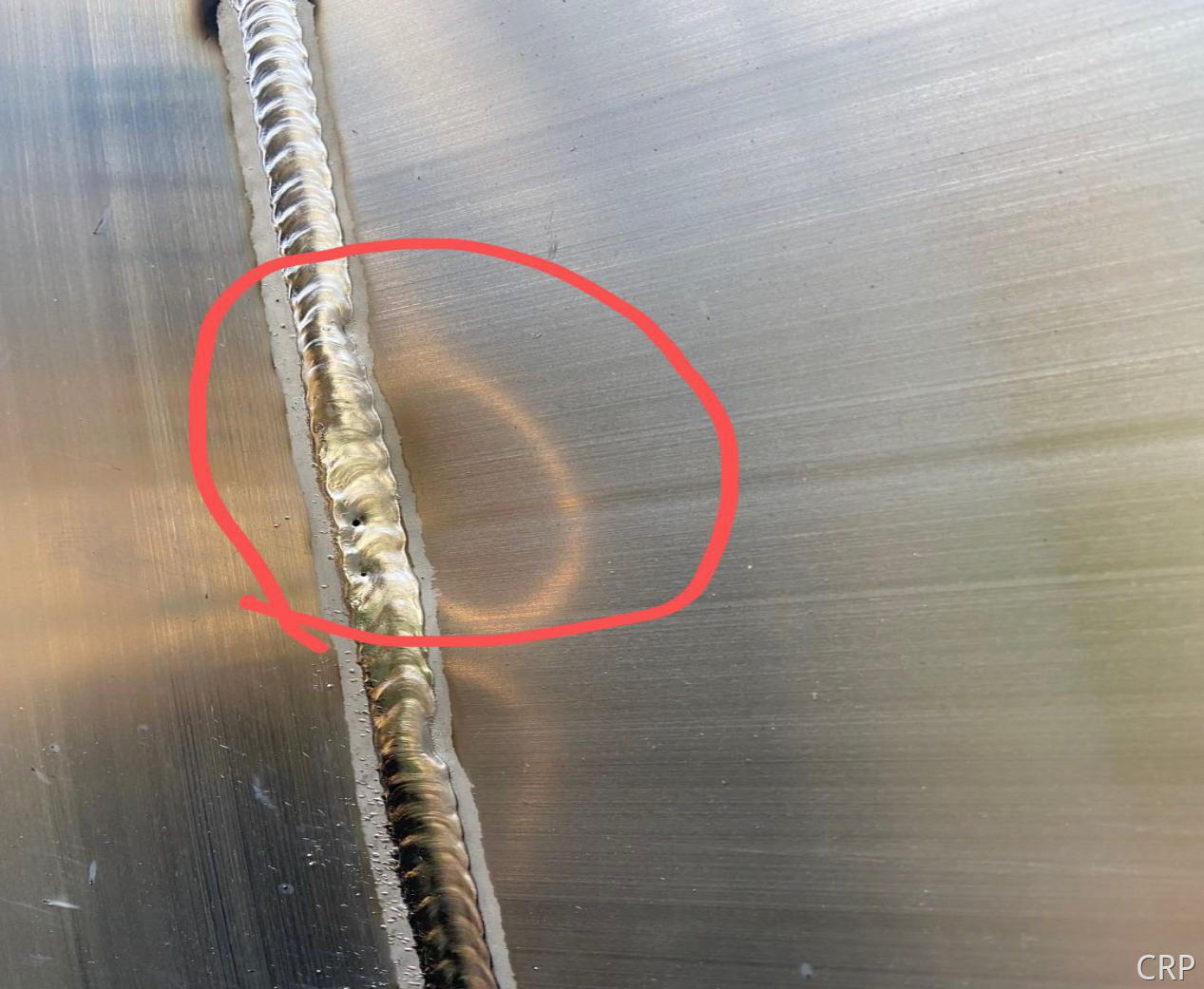
ЭтЙАЙЄвеЕїЪдЃКДЫПюВњЦЗЫуЪЧЫљгаЙЄМўРяУцФбЖШзюДѓЕФвЛПюЫфШЛжЛКИСНВрБпЁЃ
ФбЕу1ЃКЙЄМўгЩвЛПщПщБъзМАхЦДНгЖјГЩЃЌдкКИНгЙ§ГЬжагіЕНЦДНгЕФЕиЗНШШСПДЋЈшЪфЙ§ВЛШЅЕМжТГЩаЭгаБфЛЏЁЃЃЈЖдгІДыЪЉЃКдкЦДЁгНгЕФЮЛжУБфвЛДЮЕчСїдіМгШШСПЁЃЃЉ
ФбЕу2ЃКдкКИНгЙ§ГЬжаБъзМаЭВФНиУцЛсвђЮЊШШСПЕМжТКИНгЈБфаЮЁАФкАМЁБЃЌВФСЯЗЂЩњБфаЮЗьЯЖБфДѓОЭЛсГіЯжвЛИіЖДЬюВЙВЛЦ№РДЁЃЃЈЛЙдкЬжТлЪЧЗёФмгаЦфЫћЗНЪНШЅПижЦБфаЮЃЉ
ФбЕу3ЃКгЩгкЪЧШЫЙЄдкзщзАЃЌЫљвдАхВФЕФЮЛжУвВЛсЯрЖдгааЉБфЛЏЃЈЙРМЦЁЩЮѓВюдк1ЙЋЗжвдФкЃЉЃЌЕМжТЁАФбЕувЛЖдгІДыЪЉЁБдкБфЕчСїЪБКђЕФЮЛжУвЊУДЬсЧАвЊУДжЭКѓЁЃЃЈгыКЯзїЛяАщЙЕЭЈИњжеЖЫПЭЛЇЬсвЛаЉзщзАвЊЧѓМАНЈвщШЫЙЄзщзАЕФЪБКђзівЛИіМђвзЙЄзАПЈЮЛжУжСЩйБЃжЄЮѓВюВЛЪЧЬЋЖрЃЉ
ЭтЙА

АхВФШнвзБфаЮЕФЮЛжУ
КИНгБфаЮЕМжТЁАФкАМЁБ
ФкЙАЙЄвеЕїЪдЃКФкЙАећИіБэУцЖМІюашвЊКИНгЃЌСНВрЕФКИНгФбЖШИњЭтЙАвЛбљЃЌЦфЫћЕФКИНгЫйЖШвдМАКИНгГЩаЭвЊЧѓЖМФмБЃжЄЁЃ

ФкЙАКИНг





