


БЁАхбЬВнПђЕззљЯюФПАИР§ЗжЯэ
ФПТМ
вЛЁЂЙЄМўаХЯЂЗжЯэЁљ
1-1ЃЉВњЦЗЭМЦЌ
1-2ЃЉМЄЙтЧаИюЯТСЯЛњ
1-3ЃЉОэАхПЊЦНМгГхбЙ
1-4ЃЉРфЭфГЩЁ§аЭЛњзщ
1-5ЃЉзщЖд
ЖўЁЂЯюФПЁѕЩшБИЗжЯэ
1-1ЃЉЛњЦїЁэШЫЯЕЭГ
1-2ЃЉКИНгЩшБИ
Ш§ЁЂКИНгЙЄвеЗжЯэ
1-1ЃЉКИНгВЮЪ§
1-2ЃЉГЩЦЗЭМЦЌ
1-3ЃЉКИНгЪгЦЕ
ЫФЁЂНЈвщгыИФНј
ЮхЁЂЯюФПзмНс
ЙЄМўаХЯЂЗжЯэ
1-1ЃЉЙЄМўЭМЦЌЃКЙЄМўгЩдВХЬЕззљЁЂКсЯђРИЫЁЂСЂжљЁЂРпАхзщГЩЁЃ |
|
|
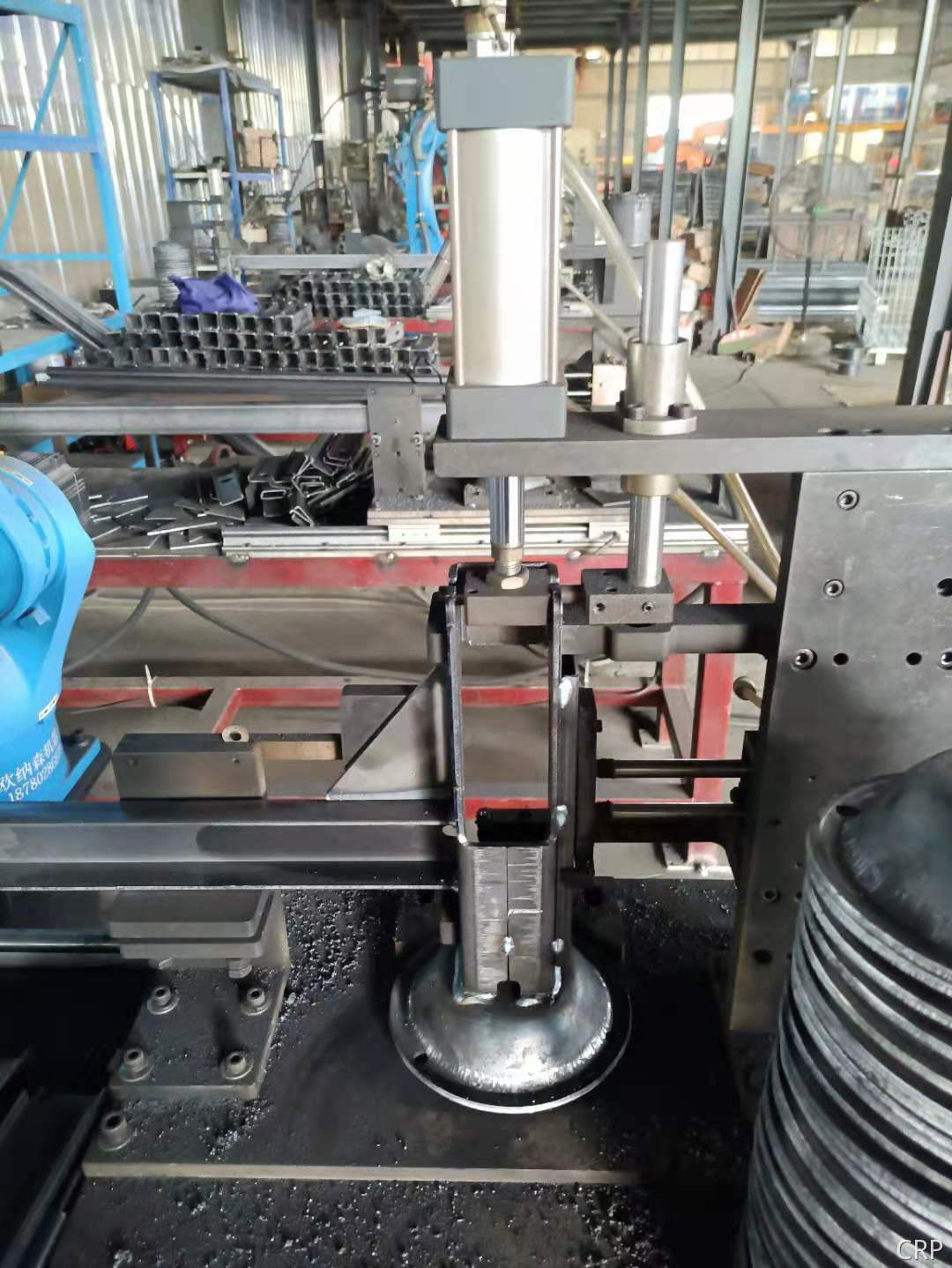
1-3ОэАхПЊЦНМгГхбЙЃКРћгУОэАхПЊЦНЛњПЊЦНКѓЫЭШыГхДВГхГідВАхЃЌдйЭЈЙ§ЦфЫћГхДВГхбЙГЩаЭЁЃ |
|
1-4ЃЉРфЭфГЩаЭЁЙЛњзщЃККсЯђРИЫвдМАСЂжљЖМЪЧРфЭфГЩаЭЃЌПЊЦНЁЂЭфелЁЂЧаИюЖМгЩЁМетЬЈЛњЦїЭъГЩ |
|





1-5зщЖдЃКЙЄМўМгЙЄОЋЖШНЯКУЃЌЯжГЁжБНгЪЙгУМаОпЙЬЖЈКѓжБНгКИНгЁЃ |
|
2ЁЂЯюФПЩшБИЗжЯэ
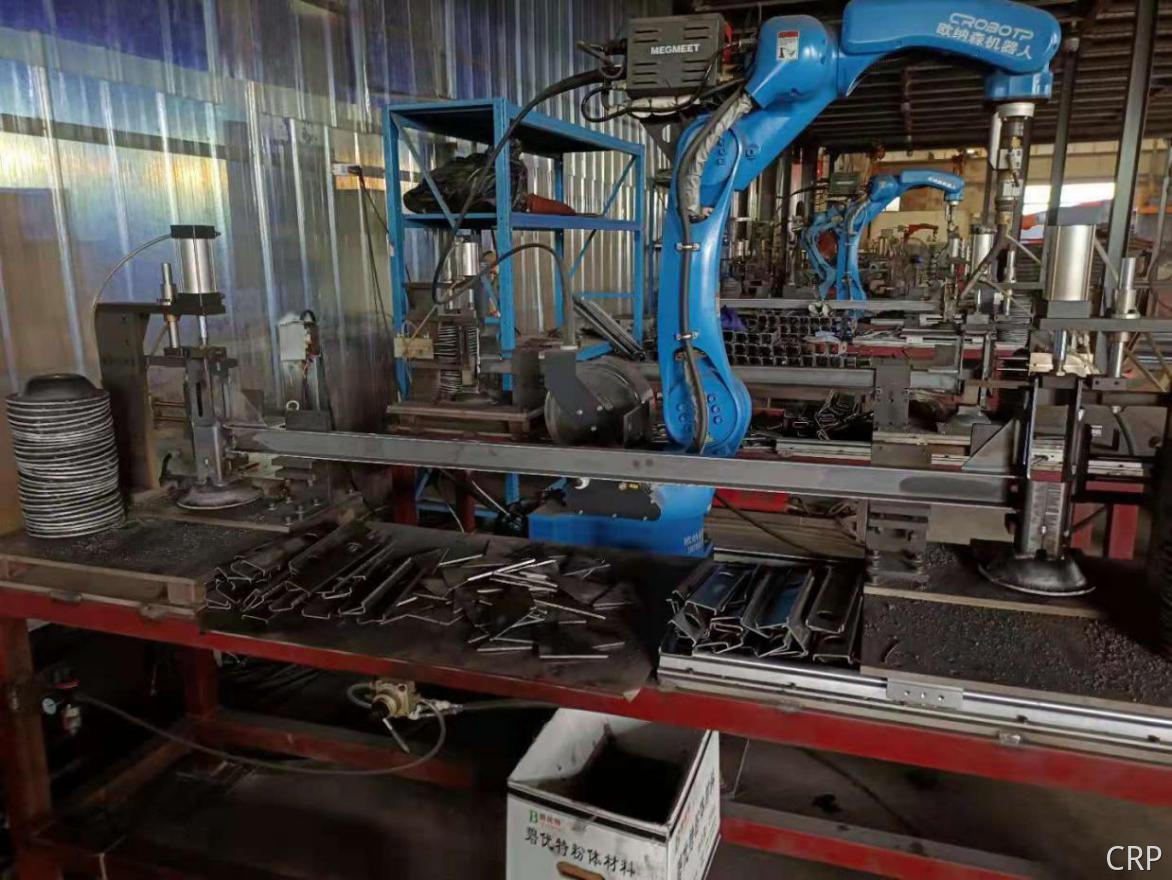
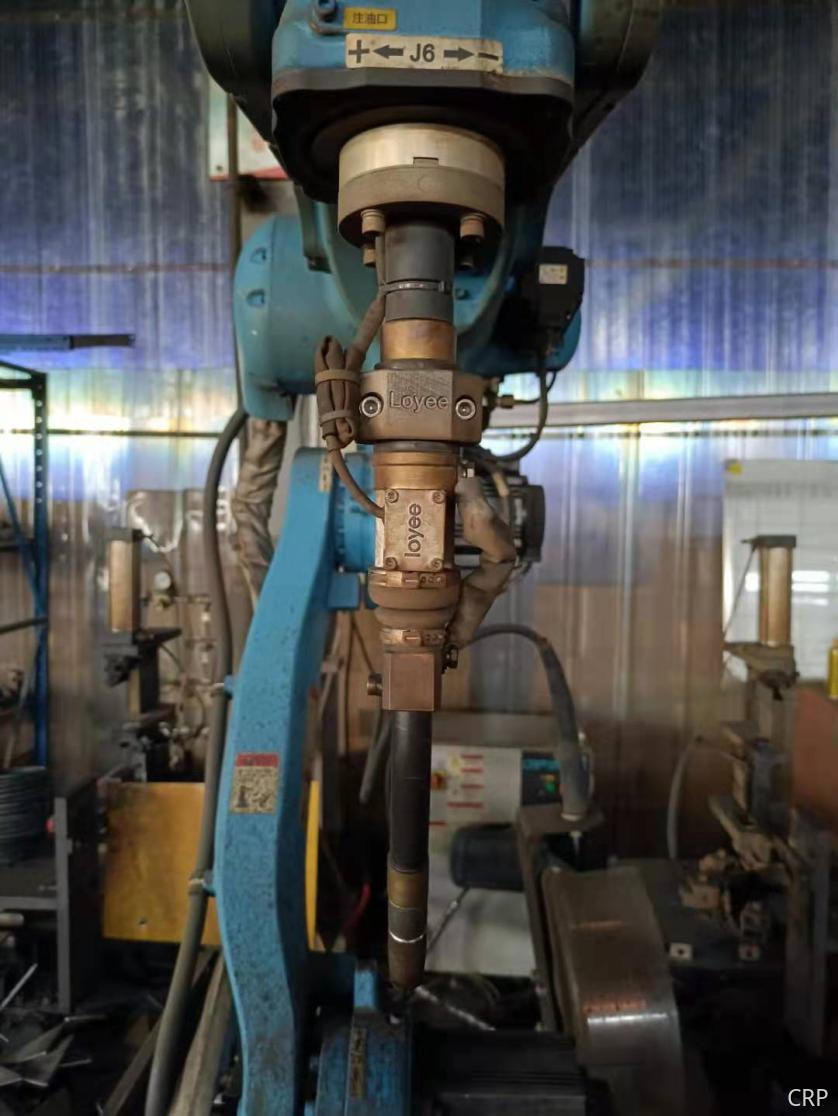
1-1ЃЉЛњЦїШЫЯЕЭГЃКCRP-RH14-10WЁЂE60-G4ЮДМгзАЭтВПЂйжсЁЃЃЈ6ЬЈЃЉ |
|
1-2ЃЉКИНгЩшБИЃКТѓИёУзЬи2ЬЈEhave CM350ЃЈХфШЋЧђЧЙЃЉ4ЬЈAtsen puls 350DRЃЈХфШе№ЉЧЙЃЉ |
|





Ш§ЁЂКИНгЙЄвеЗжЯэ
1-1ЃЉКИНгЙЄвеЃКЪЙгУзюЛљДЁЕФКИНгЁОЙІФмЃЌЮДЪЙгУЦфЫћЙІФмЈПщЃЌКИНгЫйЖШ10mm/sЁЃ |
|
1-2ЃЉГЩЦЗЭМЦЌ |
|
1-3ЃЉКИНгЪгЦЕ |



ЫФЁЂНЈвщгыИФНј
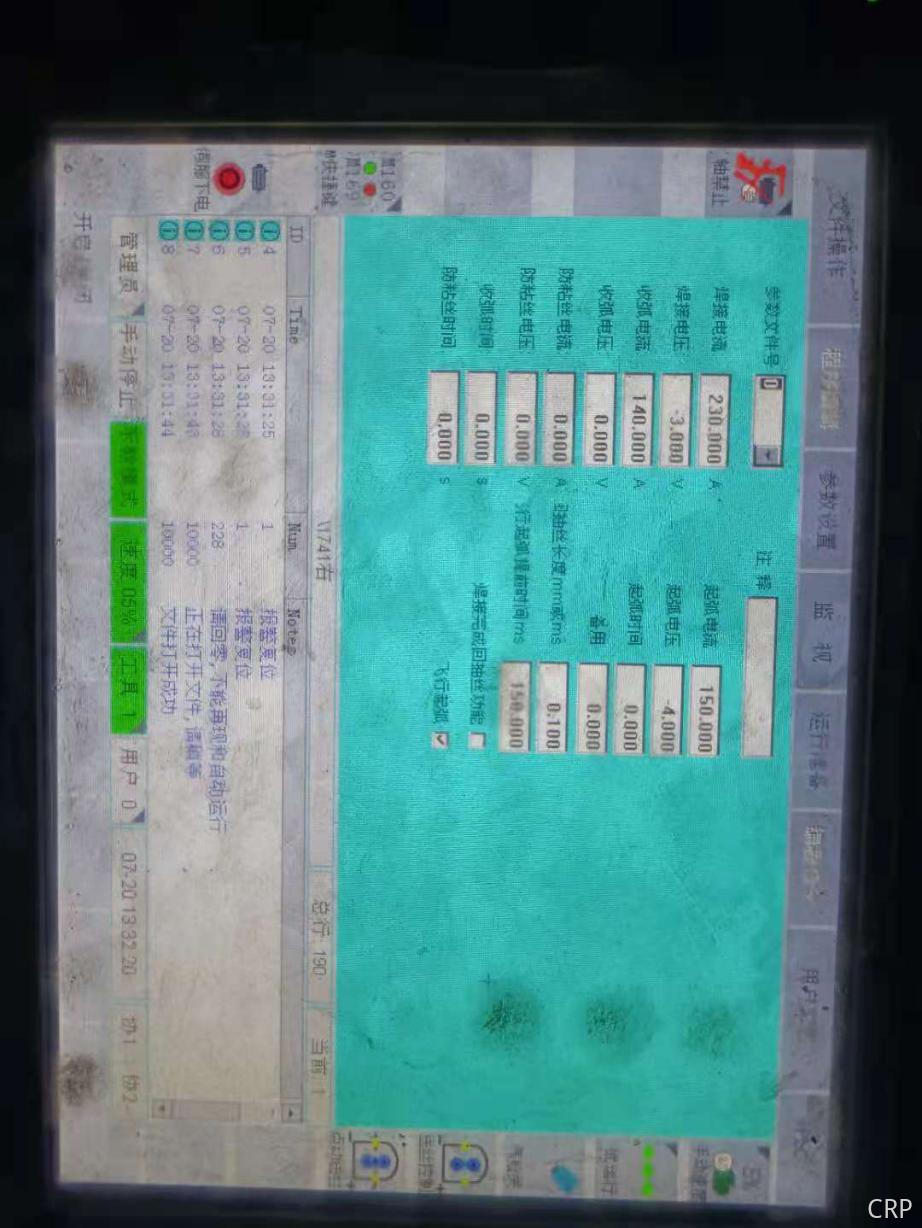
жеЖЫПЭЁрЛЇЗДРЁЃКЯШЧАЯШЩЯСЫСНЬЈТѓИёУзЬиEhave CM350КИЛњЃЌЪЙгУЁМЦ№РДЗЩНІНЯДѓЃЌВЮЪ§ЕїНквЊЧѓНЯИпЁЃКѓајЩЯСЫ4ЬЈЕЭЈшЗЩНІКИЛњЃЌЪЙгУЁаЁЁЦ№РДЗЩНІНЯаЁЃЌВЮЪ§ЕїећЦ№РДвЊЧѓЁэВЛИпЃЌШнШЬадНЯКУЁЃЦфЫћЗНУцгУЦ№РДвВЪЧБШНЯЈТњвтЁЃ КЯзїЛяАщЗДРЁЃКЩшБИЪЙгУгыБЁАхКИНгаЇЁНЙћКмКУЃЌМИКѕЪЧаТЛњРЕНЯжГЁЕїЪдКУвдКѓОЭааСЫЃЌЪЙгУСНИідТІиЁЁЮДГіЯжвЛЕуЮЪЬтЁЃПЈ eХЕЦедкКИНгаавЕЩюИћЖрФъЃЌЬиБ№ЪЧдкБЁАхКИНгСьгђЃЌЙІФмМИКѕЄзЪЕЯжШЋИВИЧЃЌВЮЪ§ЕїНкШЫадЛЏЃЌНчУцККЛЏВйзїЦ№РДМђЕЅвзЖЎЁПЃЌЮоТлЪЧЦНЪБЪЧздМКЕїЪдЈЩшБИЛЙЪЧИјжеЖЫПЭЛЇзіХрбЕЃЌЖМПЩвдКмЕУаФгІЪжЁЃ |
СљЁЂЯюФПзмНс
ПЭЛЇЯжГЁАыздЖЏЛЏЩшБИКмЖрЃЌМЄЙтЁЂЕШРызгЁЂГхДВЕШЯТСЯЩшЈБИОЋЖШИпЃЌЯжГЁЙЄМўвЛжТадПЩвдЕУЕНБЃжЄЃЌПЭЛЇЪЙгУЦ№РДвВЬиБ№ЫГаФЁЃПЭЛЇЭЌРрЁдаЭЙЄМўХњСПКмДѓЃЌВЛгУКИНгМИИіЙЄМўОЭгжЛсжиаТЕїЕуЮЛЁЃЫуЕУЩЯЪЧЁѕЁЁБъзМЕФЬиБ№ЪЪКЯЩЯЛњЦїШЫЕФЯжГЁЁЃ |





