


�����۸�����������
�����۸���
���ڼ����۸�����Ŀǰ����������Ϊ��CRP-RW18-20�Ļ������壬ʹ�û������G4�������ģ�飩��������ʹ�õ����Ϻ��С���ݵģ��䱸һ̨ˮ��ϵͳ��һ̨�ͷۻ���
�ӿͻ������������ͻ����õĻ����˲����̶�����Ϊһ̨���ƶ����豸��ʹ�á�������ͨ��ģ�������ƣ��õĵ�ѹ���ơ�
���ⷢ����

����ͷ

ˮ��ϵͳ

�ͷۻ�

�䱸��������ƿ��һ������ƿ��һ������ƿ��ʹ���˱������塣
����ͼƬ



��Ƶ
����Ҫ���۸���������Ҫ�ϻ���ƽ����ȡ�
�����ʽ��ʾ��һ��U�켣�������ٽ���ƫ�ơ�
����plc��
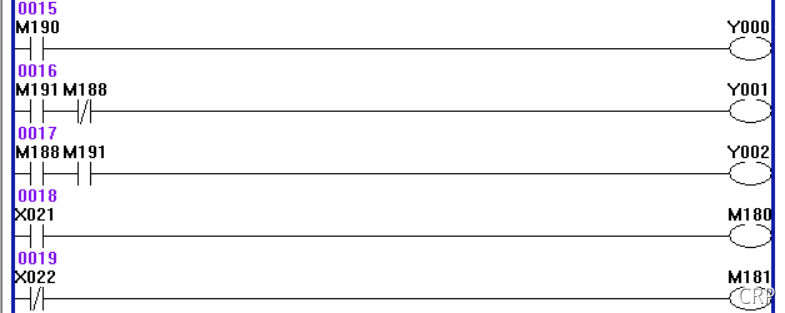
����ʾ����
MOVL VL=100.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE���ɵ�
WHILE GI#(0)<GI#(1) 0 N2 �ж�ǰһ��GI����ʵʱ��������һ��GI�����趨ֵ��
OFFSETSTART OP#(1) 0 N3 ƫ�ƿ�ʼʹ��OP1��ƫ����
MOVL VL=100.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE��
DOUT M#(191)=ON N5 ��M191�ͷ�
DOUT M#(190)=ON N6 M190����
ARCSTART#(0) 0 100.00 N7 ���ӿ�ʼ
MOVL VL=15.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE=���ӵ�
MOVL VL=15.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE=���ӵ�
MOVL VL=15.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE=���ӵ�
OFFSETEND N12 ƫ�ƽ���
ADD OP#1(2) OP#2(2) 0 0 0 0 N13 �ӷ����㣬OP���ŷ���OP1������ƫ����
INC GI#(0) N14 ��һ���㣬GI��ʵʱ����
ENDWHILE 0 N15 �����ж�
SUB OP#1(2) OP#1(2) 0 0 0 0 N16 �������㣬�ô�OP����
SUB GI#(0) GI#(0) 0 0 0 0 N17 �������㣬�ô�GI����
DOUT M#(190)=OFF N18 M190�ر�
DOUT M#(191)=OFF N19 M191�ر�
ARCEND#(0) N20 ���ӽ���
MOVL VL=100.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE���ɵ�





