


�ع���Ŀ����������
�ع���Ŀ���Ա���
һ���ͻ�ǰ��ϵͳ
������
������Ŀ�豸����������
������ϵͳ����
�ͻ���װͼƬ
���ս���
�������ӹ����ռ�
�ֳ�����ͼ
����ͼƬ����ϸ���ӹ���
һ���ͻ�ǰ��ϵͳ
1-1�������� | |
| |
| |


С��˴���ҪΪ�������ӹ����ѵ㣬˳���˽����������̣��˿ͻ�Ϊ�����س�ʵ���൱�ۺ����ҵ����Ҫ������ѡú���������豸���ǵ�һ���ÿ�ŵ�ջ����ˣ��Ի������Զ��������˽����ޣ��ֳ������˶����ؼ����и�����൱�˽⣬��ͼΪ�ͻ��и����ʹ�á�
�ͻ����Զ����豸��ϸ��
�豸 | ���� |
�����а�� | 3̨���� |
�����˺����豸 | 1̨ |
���ػ��� | 2̨���� |
��Ŀ�豸����������
2-1��������ϵͳ���ã� | �������ͺţ�1̨CRP-14-10�����ƹ��ͺš���G4 ���ƹ�7�ᣩ�� |
| |
| |
2-1��������ϵͳ���ã� | ��ǹ�ͺţ������ޡ�ˮ�亸ǹ�� |
| |



2-1��������ϵͳ���ã� | �����ͺţ��������ehave cm500��ģ����ͨѶ���� | ||
| |||
2-1��������ϵͳ���ã� | �ͻ��Լ������Ĺ������ù�װ | ||
| |||


2-2��������ϵͳ���ã� | �ͻ��Լ����Ĺ�������ù�װ |
| |

2-3���ֳ���Ҫ����Ӧ�è裺 | Ѱλֱ���ڻ����ӡ� |
С��ֳ��豸���á�
�������ͺţ� | CRP-14-10�� |
���ƹ� | G4 7����ƹ� |
��ǹ�� | ������ˮ�亸ǹ�� |
����վ�� | �� |
������ | Ehavecm500������ |
ˮ�� | Ct-10ˮ�� |
�ع� | 18�׳��������ƶ�װ�� |
��
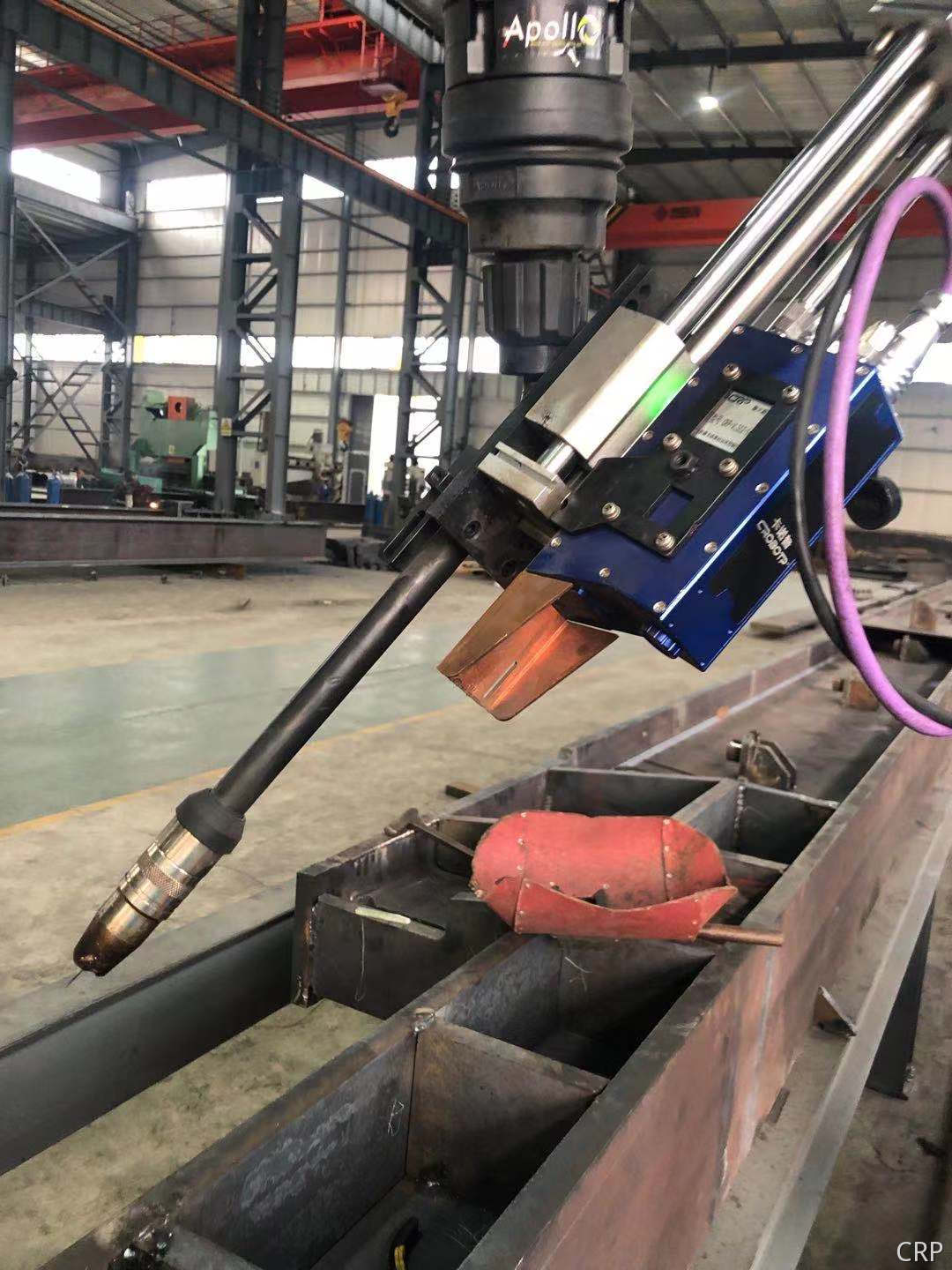
����Ŀ�dz����й����ѵ㣬���ȣ��ͻ����ڡ�����ߺ���Ч�ʶ�ʹ��ʹ�ü���Ѱλ��ʽ�����Ǽ�����ڴ˼������и��漰��Ӽ�϶��һ�£�������Ա�赽�ֳ����ü�������������������Ա����ú�˿Ѱλ��ʽ���������ƫ�����⣬�������ֳ���ǹ����û�м�˿������ֻ�ܼӴ����ǿ�ȣ�����б45��Ѱλ��ʽ������ȱ��⺸��ֱ��ײ������������ȥ������ļ��ʡ����ͻ�������������ϵ��ͻ�ͬ�⡣
���¸�һ��ʼ�����ü���Ѱλͼ
���ڿͻ����Ϊ16�״���ѡú���ֽṹ֧��������������ֻ�ž֡Ჿ��Ƭ��Ϊ�ο�
���ӹ����ռ�
3-1���ͻ�������δ����ͼ | �ֽṹ֧���� |
| |
| |

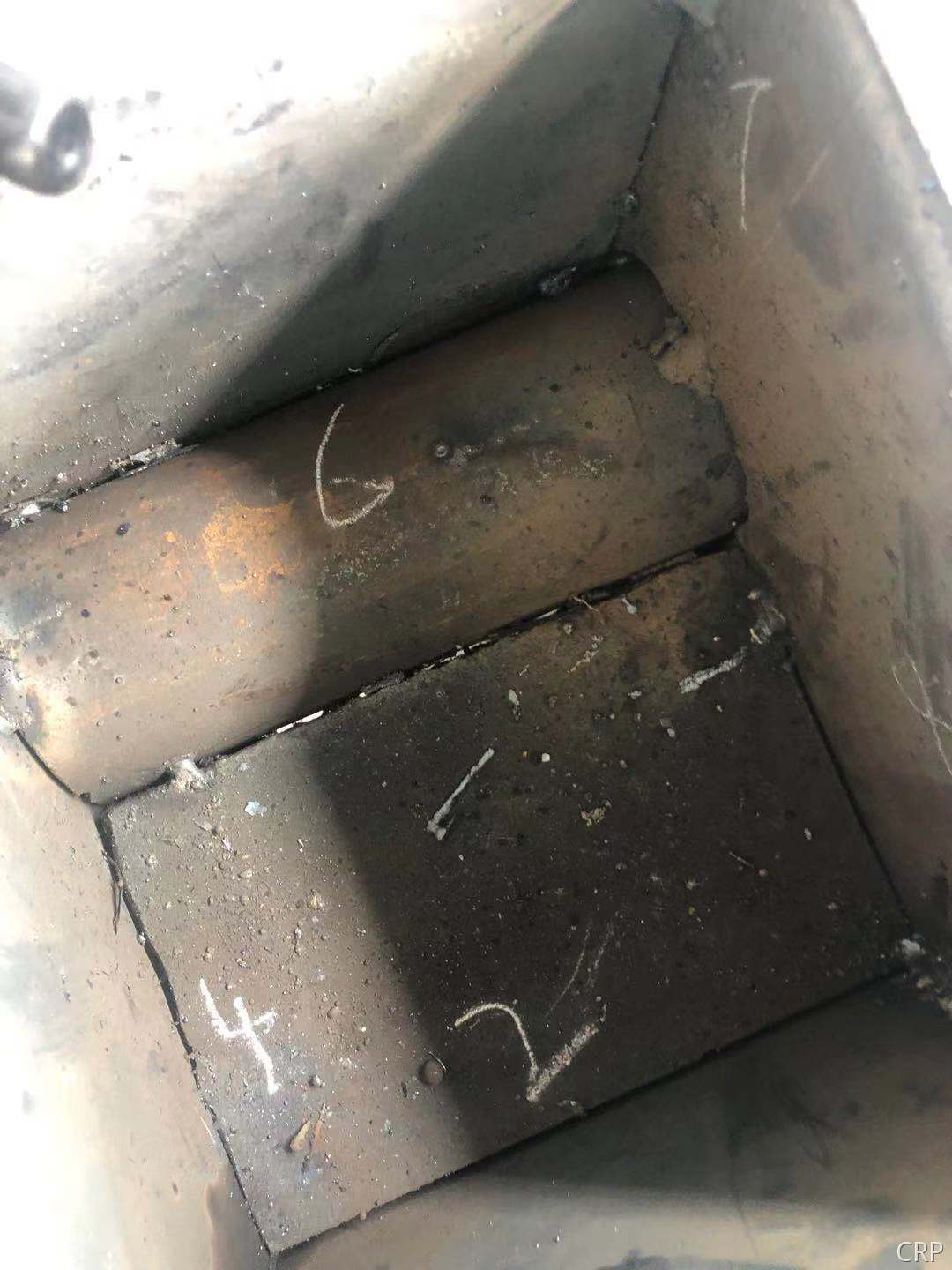

3-2������ʱͼƬ���������ͣ�Ҫ��12mm���������ƽ���⻬�������ڲ���ȱ�� | ||||||
| ||||||
����ģʽ��ƽ�Ǻ�ֱ�� | ||||||
������ | 260A | ������ | 270A | �ջ������� | 220A | |
��ѹ�� | 24V | ��ѹ�� | 26V | �ջ���ѹ�� | 22V | |
�ٶȣ� | 2.6mm/s | ��ʱ�䣺 | 0.5S | �ջ�ʱ�䣺 | 2S | |
��ǰ������ | 0.2S | �ͺ������� | 0.2S | �ڷ���Ƶ�ʣ� | 1.6hz/2.6mm | |
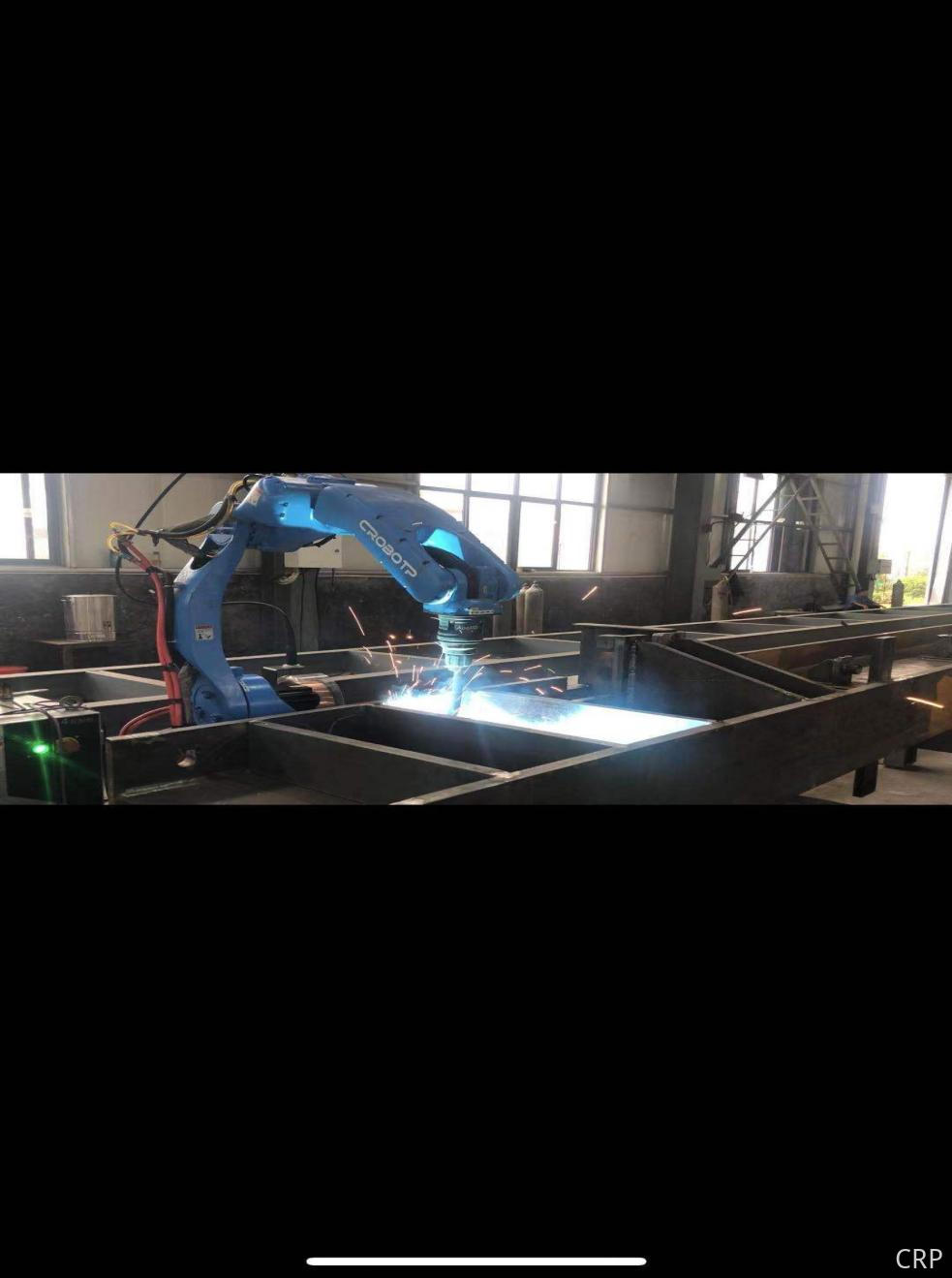

3-3������ʱͼƬ��������ͣ�Ҫ��12mm���������ƽ���⻬�������ڲ���ȱ�� | ||||||||||||
| ||||||||||||
����ģʽ��������ֱ������ | ||||||||||||
������ | 200A | ������ | 180A | �ջ������� | 150A | |||||||
��ѹ�� | 18V | ��ѹ�� | 18V | �ջ���ѹ�� | 15V | |||||||
�ٶȣ� | 6mm/s | ��ʱ�䣺 | 0.2S | �ջ�ʱ�䣺 | 0S | |||||||
��ǰ������ | 0.2S | �ͺ������� | 0S | �ڷ���Ƶ�ʣ�1.4hz/7.2mm | ||||||||

3-4������ʱͼƬ��������ͣ�Ҫ��12mm���������ƽ���⻬�������ڲ���ȱ�� |
|
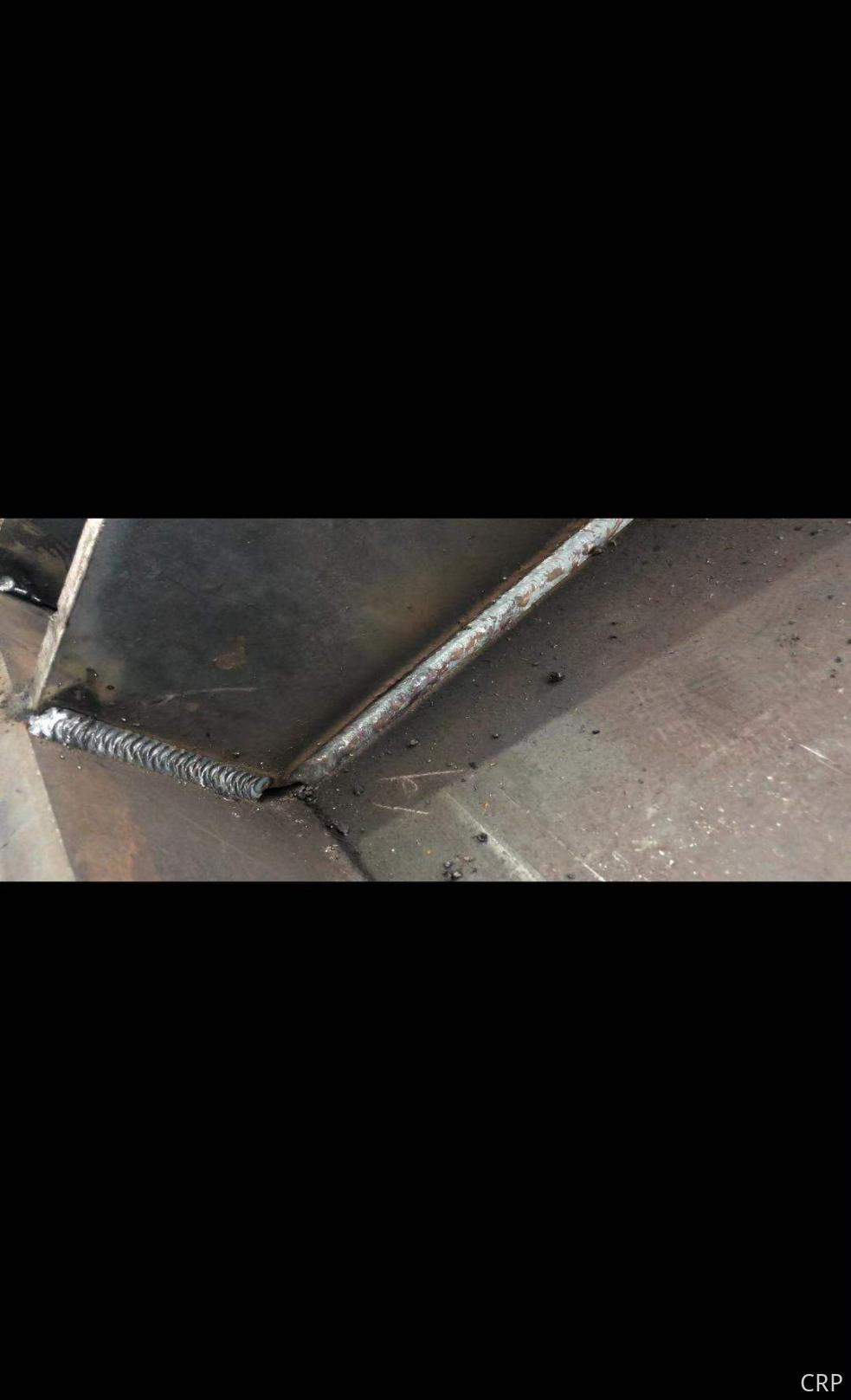
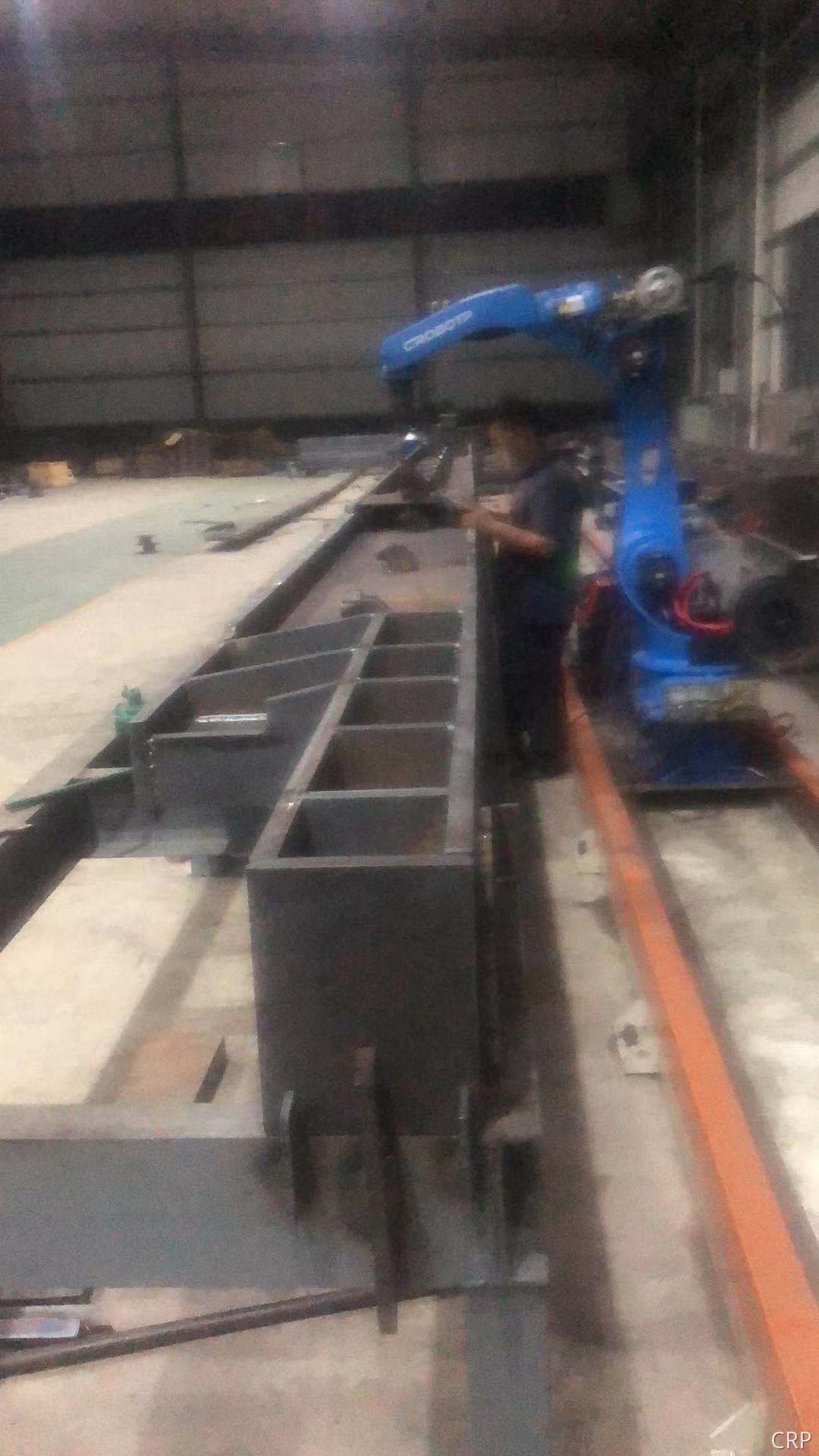
С� �˹������Թ��ս�Ϊ���Ѷȣ�������ʽ����ɷ�Ϊ�������ͣ��Ǻ��켰�����죬�Ǻ����ѵ�������Ҫ����С�Ŀռ��ڼ�ʱת��ǹ��̬��������ת��ǹ��̬ʱ���������Ķ�ÿ���㾫��λ�Ͳ�����������ϲ��ܱ�֤����һ���ԡ��������ֳ����������20�����ң�����Ϣʱ�������Ⱥ������ۿ������Ժ���������Լ������IJ�Ʒ���Ƚϣ������������죬���������Ӽ�϶Ҫ��Ƚϸߡ��������ֳ���������Ӽ�϶���ﵽ��4mm�������Ҫ�Ժ��Ӳ������w���Ʋ��ܱ�֤����һ������12mm��ͬʱҲ�ÿ�����û�м�˿������±�֤��λ����ƫ�����տ�ŵ��ͨ������Ժ��ӵ���������200A��ͬʱ���ڵ�ѹ���ڷ�Ƶ�ʸ������ٶȴﵽ�ͻ�Ҫ�ͻ��������ܼ����ӹ��˶Ժ�����ͺ����⡣

��ͼΪ7��С���ӣ�ÿ������4��������4���Ǻ��죬һ��56������ȫ����Ҫ�˹��ֶ�ʾ�̱�̣������ƽ�ƻ����ܿɴ����ߵ�����Ա���Ч��
ʾ������Խݼ��������Ľ�
�ڳ�ʱ��������������ϣ������ʾ���������ӿ�ݼ���������������ʱ����̫��
3.Ѱλop��ֵ�ڵ�λ�ϵ�λ�ĸı䷽ʽ
��Ѱλ��ĵ�����п������IJ���̫��������������Ҫ�õ�ʱ����һ����ʾ���Ƿ���Ҫ����Ѱλƫ�������ĵ㣬����ǾͰ�Ѱλ��ƫ�����������õ�λ�����ѡ���Ǿ�ֱ�Ӹĵ㲻��ƫ����





